
Chipmakers are
readying their next-generation technologies based on 10nm and/or 7nm finFETs,
but it’s still not clear how long the finFET will last, how long the 10nm and
7nm nodes for high-end devices will be extended, and what comes next.
The industry faces a
multitude of uncertainties and challenges at 5nm, 3nm and beyond. Even today,
traditional chip scaling continues to slow as process complexities and costs
escalate at each node. As a result, fewer customers can afford to design chips
around advanced nodes.
In theory, finFETs are expected to scale to 5nm as defined by Intel. (A
fully-scaled 5nm process is roughly equivalent to 3nm from the foundries).
Regardless of the confusing node names, the finFET likely will run out of steam
when the fin width reaches 5nm. So at 5nm or beyond, chipmakers will need a new
solution. Otherwise, traditional chip scaling will slow down or stop
completely.
For some time,
chipmakers have been exploring various transistor options for 5nm and beyond.
So far, only Samsung has provided details. In May the company rolled out its
technology roadmap, which includes a nanosheet FET for 4nm by 2020.
Other chipmakers also
are leaning toward similar structures in the same timeframe, even though they
have not publicly announced their intentions. Nanosheet FETs and another
variant, nanowire FETs, fall into the gate-all-around category. Other variants include
hexagonal FETs, nano-ring FETs and nanoslab FETs.
For now,
gate-all-around technology appears to be the most practical technology after finFETs.
It’s an evolutionary step from finFETs and shares many of the same process
steps and tools. A lateral gate-all-around technology is basically a finFET on
its side with a gate wrapped around it. Tiny wires or sheets serve as the
channels.
There are other
transistor options, as well. Some chipmakers are even looking at ways to scale
using advanced packaging. Vendors are weighing the options and looking at the
technical and economic merits of each. “The finFET can scale one or two
generations,” said Mark Bohr, a senior fellow and director of process
architecture and integration at Intel. “But the question might be, ‘Is one of the alternates a better
option, whether it’s gate-all-around, III-V materials or tunnel FETs?’ If we
had to, we could scale finFETs. But the question is, ‘Is there a better
option?’”
By III-V, Bohr is
referring to a finFET with III-V materials in the channels, which can boost the
mobility in devices. A tunnel FET (TFET) is a steep sub-threshold slope device that operates
at low voltages.
While gate-all-around
technology is gaining steam, it isn’t the consensus pick—yet. “I won’t
necessarily say that, but it’s certainly getting a lot of attention,” Bohr said
in an interview. “It’s too early to predict which ones will be successful. But
there are enough good ideas to ensure there will be a couple more generations.”
Analysts, however,
believe that 10nm/7nm finFETs will last for the foreseeable future. “(FinFETs
provide a) combination of higher performance, lower power consumption and lower
cost,” said Handel Jones, chief executive of International Business Strategies
(IBS).
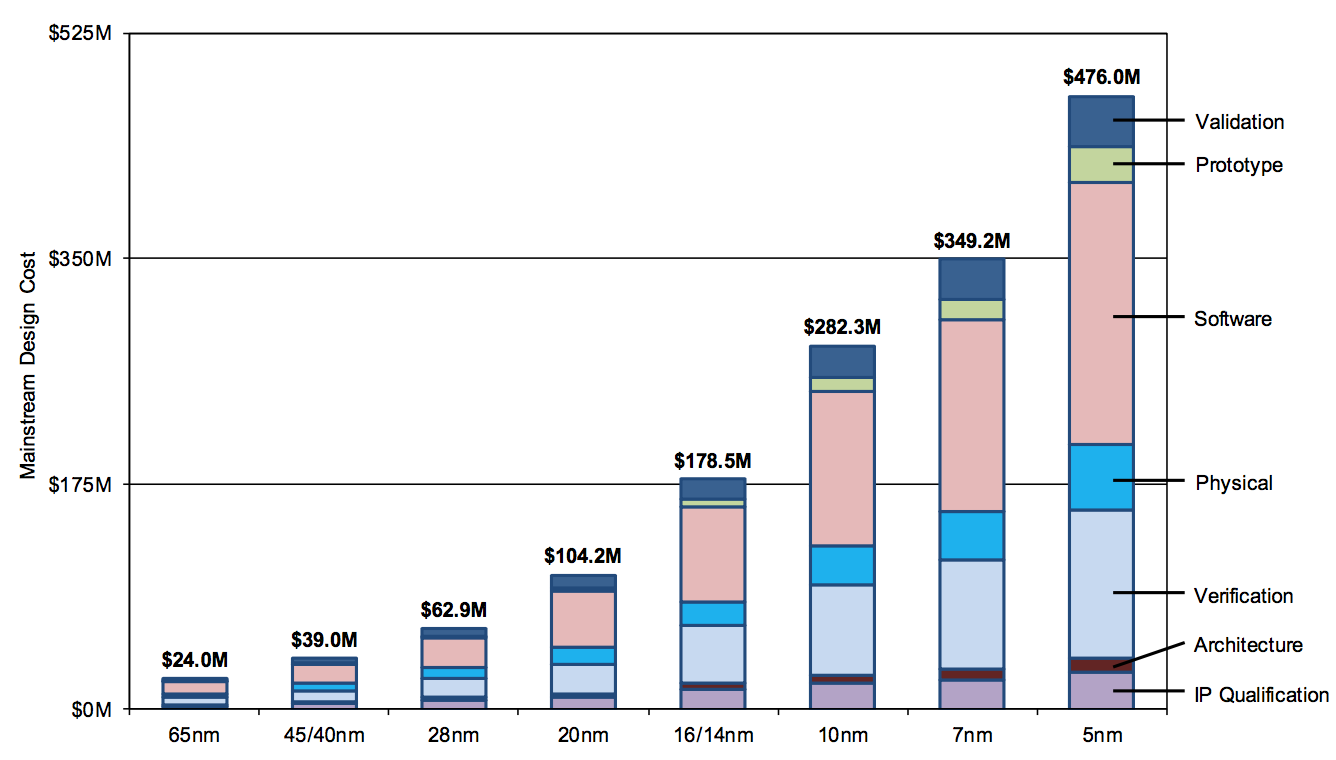
If next-generation
transistors go into production at 5nm or beyond, the technology will be
expensive and limited to specific apps. “Gate-all-around is likely to be
adopted, but the major benefits will be high performance,” Jones said. At 5nm,
it will cost $476 million to design a mainstream chip, compared to $349.2
million for 7nm and $62.9 million for 28nm, according to IBS.
{kind=link}
To help customers get
ahead of the curve, Semiconductor Engineering has taken a look at what’s ahead
and highlighted the difficult process steps.
Different options
There are at least three main paths forward—brute-force scaling, staying at mature nodes, and advanced packaging.
There are at least three main paths forward—brute-force scaling, staying at mature nodes, and advanced packaging.
Those with deep
pockets likely will continue down the traditional scaling path at 10nm/7nm and
beyond. Gate-all-around is the leading contender beyond finFETs, at least for
now. Longer term, there are other options, such as III-V finFETs, complementary
FETs (CFETs), TFETs and vertical nanowires. Vertical nanowires involve stacking
wires vertically.
A CFET is a more
complex gate-all-around technology, where you are stacking nFET and pFET wires
on top of each other. The current gate-all-around devices stack one type of
wire, whether its nFET or pFET, on each other.
CFETs, TFETs and
vertical nanowires are more revolutionary technologies and not expected in the
short term. They will require new breakthroughs.
{kind=link}
So how will the high
end play out? “7nm will be a long-lived node,” said Gary Patton, chief
technology officer at GlobalFoundries. “FinFETs will have a lot of legs. There
is still a lot of room to extend finFETs.”
After finFETs, there
are several options in R&D. For example, GlobalFoundries is exploring
nanosheets, nanowires and vertical nanowires.
The decision and
timing to go with one technology over another depends on technical and economic
factors. “You are trying to develop a process that is manufacturable and
delivers a value proposition,” Patton said. “This stuff is not as
straightforward as it used to be. There is a lot more vetting required.”
In fact, a given
technology might be in R&D for a decade. Then, based on a set of criteria,
the best technologies appear in the market. Many others fall by the wayside
when that happens.
To be sure, though,
not all companies will require finFETs and nanowires. Most will stay with 22nm
planar processes and above. Many can’t afford finFETs, and it’s not required
for analog, RF and other devices.
“10nm, 7nm and 5nm
sound attractive,” said Walter Ng, vice president of business management
at UMC. “But how many can really afford it and justify the design and
manufacturing expense? The demand pushing the bleeding-edge is really for a
select few.”
But even those at 22nm
and above face some challenges. “Everybody else needs to look at how they can
continue to compete,” Ng said. “They are trying to find a way to differentiate
and squeeze out costs.”
That’s why many are
drawn towards advanced packaging. All chips require an IC package. For example,
customers can use traditional packages, such as flip-chip BGA. Advanced
packaging extends that idea, integrating multiple die in the same package to
create a high-performance system. 2.5D/3D and fan-outs are examples of this
approach.
So what’s the ultimate
winner in the market? “There’s not one answer,” said David Fried, chief
technology officer at Coventor. “People are really looking for the application to drive the
physical solution.”
Fried pointed out that
there is no one-size-fits-all solution. For example, finFETs or follow-on
transistors make sense for high-end microprocessors. “But for IoT devices, that
may be an incorrect direction,” he said. “There is no one application that is
driving the entire market. People have to stop searching for one answer that
fits everything. A lot of different things can win all at the same time, but
it’s going to be for different applications.”
Meanwhile, looking
into his crystal ball, Fried said: “My suspicion is that 7nm looks pretty
evolutionary. It will be finFET. If we see a change beyond finFET, it could be
at 5nm. But remember, a lateral gate-all-around nanowire device is like a
finFET with two extra etches. Going from a finFET to a lateral gate-all-around
nanowire device is pretty evolutionary. I hope we start seeing that at 5nm.
Beyond that, we don’t have much visibility.”
Transistor trends and
processes
Today, meanwhile, the finFET is the leading-edge transistor. In finFETs, the control of the current is accomplished by implementing a gate on each of the three sides of a fin.
Today, meanwhile, the finFET is the leading-edge transistor. In finFETs, the control of the current is accomplished by implementing a gate on each of the three sides of a fin.
A key spec is the
gate-pitch. The gate-pitch for Intel’s 10nm finFET technology is 54nm, compared
to 70nm for 14nm. (Intel’s 10nm is the equivalent to 7nm from the foundries.)
The big decision comes
when the gate-pitch approaches 40nm. Based on simulations from Imec, the finFET begins to teeter at a 42nm gate-pitch. “The
nanowire will scale below that and still have good electrostatic control,” said
An Steegen, executive vice president of semiconductor technology and systems at
Imec. The nanowire FET, according to Imec, has demonstrated good electrostatic control
at a 36nm gate pitch. Imec has also devised a nanowire down to 9nm in diameter.
Imec’s tiny nanowire. Source: Imec
In general,
gate-all-around provides a performance boost over finFETs, but there are
several challenges, namely drive current and parasitic capacitance. Compounding
the issues is a relativity new layer called the middle-of-line (MOL). The MOL
connects the separate transistor and interconnect pieces using a series of
contact structures. In the MOL, parasitic capacitance is problematic. It
creates external resistance in various parts of the device. This includes the
contact to the junction, where the low-resistance Schottky barrier and the
silicide resides.
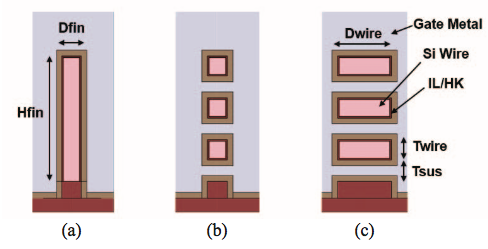
One version, a lateral
nanowire FET, is where you take a finFET and chop it into pieces. Each piece
becomes a tiny horizontal nanowire, which serves as the channel between a
source and drain.
Nanosheet or nanoslab
FETs are the other common variants. Both technologies resemble a lateral
nanowire FET, but the wires are much wider and thicker.
Each version has some
tradesoffs. “(The nanosheet FET) is not quite as revolutionary as they might
want it to sound,” Intel’s Bohr said. “It’s just finFETs laid on their sides.
Not sure if the value is quite as strong as nanowires.”
In nanowire FETs, the
gate surrounds the entire wire, enabling more control of the gate. “It’s this
improved gate control that enables you to continue to scale the gate length,”
said Mike Chudzik, senior director of the Transistor and Interconnect Group
at Applied Materials.
As stated above, a
finFET is cut into pieces. As a result, the amount of surface area on the
device decreases. “You are losing that real estate of silicon,” Chudzik said.
“I’m sure you are gaining in off-current, but you are losing in overall drive
current.”
That’s why a nanosheet
FET makes sense. “That’s where you start to elongate these wires,” he
explained. “You are gaining in volume for your drive current. In addition, you
can also play tricks with the shapes of these wires or sheets to help reduce
the capacitance.”
Another version, the
nano-ring FET, has a similar benefit. “The whole idea of the nano-ring is to
actually squeeze the sheets together a little bit,” he said. “What that does is
effectively reduce the capacitance.”
The first
gate-all-around devices will likely have three wires. Over time, though,
chipmakers will need to stack more wires on top of each other to provide more
performance. “We certainly don’t want to introduce new device architectures
that last only a node. (So the idea) is to consider stacking more nanoslabs on
top of each other,” he said. “But you can’t just keep infinitely stacking
channels, because you get a lot of the same parasitic, capacitance and resistance
problems as you do with taller finFETs.”
In a sign of things to
come, GlobalFoundries, IBM and Samsung recently presented a paper on a
nanosheet FET for 5nm and 3nm. The technology is said to show better
performance with a smaller footprint than finFETs.
{kind=link}
Using extreme
ultraviolet (EUV) lithography for some layers, the nanosheet FET from the three
companies has three sheets or wires. It has a gate length of 12nm and a
44nm/48nm contacted poly pitch with 5nm silicon channels. The nFET has a
sub-threshold slope of 75mV/decade, while the pFET is 85mV/decade, according to
the paper.
In the lab,
researchers stacked nanosheets with three layers of 5nm sheet thickness and a
10nm space between them. They demonstrated inverter and SRAM layouts using
single stack nanosheet structures with sheet widths from 15nm to 45nm. “It has
superior electrostatics and dynamic performance compared to extremely scaled
finFETs with multiple threshold and isolation solutions inherited from finFET
technologies. All these advantages make stacked nanosheet devices an attractive
solution as a replacement of finFETs, scalable to the 5nm device node and
beyond, and with less complexity in the patterning strategy,” according to the
paper.
Stacked nanosheet process sequence and TEM. Source: IBM, Samsung,
GlobalFoundries.
Generally, the process
steps are similar between gate-all-around and finFETs, with some exceptions.
Making a gate-all-around is challenging, however. Patterning, defect control
and variability are just some of the issues.
The first step in
gate-all-around differs from a finFET. In gate-all-around, the goal is to make
a super-lattice structure on a substrate using an epitaxial reactor. The
super-lattice consists of alternating layers of silicon-germanium (SiGe) and
silicon. Ideally, a stack would consist of three layers of SiGe and three
layers of silicon.
Then, like a finFET
flow, the next step involves the formation of the shallow trench isolation
structure. “It’s critical that the super-lattice has ultra-abrupt junctions
between silicon germanium and silicon,” Applied’s Chudzik said.
Here comes the next
critical step. In gate-all-around, the gate not only wraps around the channel,
but it will wrap around some of the contact area. This adds capacitance to the
mix. “So you need to form what’s called an inner spacer, where you actually
separate the high-k from the source-drain region. That can be done with an
ALD-type film,” Chudzik said.
Then, using a
replacement process, the SiGe layers are removed in the super-lattice
structure. This, in turn, leaves the silicon layers with a space between them.
Each silicon layer forms the basis of a nanowire.
Finally,
high-k/metal-gate materials are deposited, thereby forming a gate. In effect,
the gate surrounds each of the nanowires.
Mask/litho challenges
Along the way, there are also a series of lithography steps. At 16nm/14nm and 10nm/7nm, chipmakers are using today’s 193nm immersion lithography tools and multiple patterning.
Along the way, there are also a series of lithography steps. At 16nm/14nm and 10nm/7nm, chipmakers are using today’s 193nm immersion lithography tools and multiple patterning.
At 7nm and/or 5nm, the
industry hopes to insert EUV. In EUV, a power source converts plasma into light at 13.5nm
wavelengths, enabling finer features on a chip.
Chipmakers hope to
insert EUV for the most difficult parts, namely metal1 and vias. They will
continue to use traditional lithography for many other steps.
EUV can reduce the
cost per layer by 9% for the metal lines and 28% for vias, compared to triple
patterning, according to ASML. “(EUV) eliminates steps in the fab,” said Michael Lercel,
director of product marketing at ASML. “If you look at the cost of doing
multiple immersion lithography steps, coupled with the other process steps,
such as cleaning and metrology, we believe that EUV is less costly per layer
versus triple patterning immersion and certainly quadruple patterning and
beyond.”
EUV isn’t ready for
production, however. ASML is readying its latest EUV scanner—the NXE:3400B.
Initially, the tool will ship with a 140-watt source, enabling a throughput of
100 wafers per hour (wph).
To put EUV in
production, chipmakers want 250 watts, enabling 125 wph. Recently, though, ASML
has developed a 250-watt source, which will be shipped early next year.
EUV resists,
meanwhile, are another stumbling block. To reach the desired throughput for
EUV, the industry wants EUV resists at a dose of 20mJ/cm². “Good imaging seems
to be more towards the 30mJ/cm² to 40mJ/cm² range today,” said Richard Wise,
technical managing director at Lam Research. “So the dose is not necessarily
where we would like it to be.”
With a 30mJ/cm² dose,
for example, an EUV scanner with a 250-watt source produces 90 wph, which is
below the desired 125 wph target, according to analysts.
But developing resists
at the desired dose is challenging. “There are a lot of fundamental physical
challenges to lower that dose because of the stochastic effects in EUV,” Wise
said.
This involves a
phenomenon called photon shot noise. A photon is a fundamental particle of
light. Variations in the number of photons can impact EUV resists during the
patterning process. It can cause unwanted line-edge roughness (LER), which is defined
as a deviation of a feature edge from an ideal shape.
While the industry is
wrestling with the resists, photomask makers are developing EUV masks. Today’s
optical mask consists of an opaque layer of chrome on a glass substrate. In
contrast, an EUV mask is a reflective technology, which consists of alternating
layers of silicon and molybdenum on a substrate.
“We need EUV in order
to avoid triple patterning,” said Aki Fujimura, chief executive of D2S. “This
means that EUV masks will have a lot more main features than ArF masks, and
that each of these features will be small. Since EUV more accurately reflects
mask aberrations on the wafer, EUV masks need to print more of the smaller
things and each more accurately.”
To make EUV masks,
photomask manufacturers will require some new tools. For example, they want
faster e-beam mask writers. As mask features become more complex, today’s
single-beam e-beam tools take a longer time to pattern or write a mask. Today’s
e-beams are based on variable shape beam (VSB) technology.
The solution is
multi-beam mask writers. Today, IMS is shipping a multi-beam mask writer for
both optical and EUV masks, while NuFlare is also developing multi-beam tools.
Multi-beam will help
with mask yields, turnaround times and cost. “Most masks in the world will
still be perfectly fine with VSB writers,” Fujimura said. “But the critical few
will need multi-beam writing to keep the write times reasonable.
“In the most likely
scenario that EUV is ready for 5nm, the demand for multi-beam writing will be
high for some mask layers. For example, if a mask layer contains a large number
of non-orthogonal, non-45-degree features, multi-beam will be required for
sure. 193i is blind to small perturbations on the mask, so ‘Manhattanization’
of those patterns work fine with relatively large stepping sizes,” he said.
“However, EUV can see much better, and that will hugely increase the shot
count, making VSB writing unlikely. But these are very specialized masks for
specialized chips. For the majority of mask layers, even though the number of
main features on the mask will explode by factors, the number of shots needed
to shoot the decorations and SRAFs will decrease substantially. An advanced VSB
writer with sufficient precision may be fine for a majority of EUV masks.”
Inspection/metrology
challenges
Inspection and metrology are also critical at 5nm and beyond. “The trend toward vertical architectures introduces the challenge of buried defects for inspection and complex profiles for metrology,” said Neeraj Khanna, senior director of customer engagement at KLA-Tencor. “EUV will experience high-volume adoption at these nodes, driving new random and systematic defect mechanisms. Stochastic issues will drive a need for higher sampling.”
Inspection and metrology are also critical at 5nm and beyond. “The trend toward vertical architectures introduces the challenge of buried defects for inspection and complex profiles for metrology,” said Neeraj Khanna, senior director of customer engagement at KLA-Tencor. “EUV will experience high-volume adoption at these nodes, driving new random and systematic defect mechanisms. Stochastic issues will drive a need for higher sampling.”
What does this all
mean? “We expect these new architectures to drive new sets of requirements for
metrology and inspection,” Khanna said. “The industry has to continue to
innovate and extend core technologies.”
Comments
Post a Comment